Basic Info.
Model NO.
welding powder
Application
Electroslag Welding
Manufacturing Method
Smelting
Shaping Mode
Die Casting
APP.
Electroslag Welding
Material
Copper Oxide, Aluminum Oxide Copper Powder
Association
Molecular Association
Strength
95% of Low Limit of Raw Material′s Strength
Transport Package
Inner Paper Box +Outside Wooden Pallet
Specification
see the form below
Trademark
SOIEA
Origin
China
HS Code
3810900000
Production Capacity
100, 000, 000
Product Description
Description
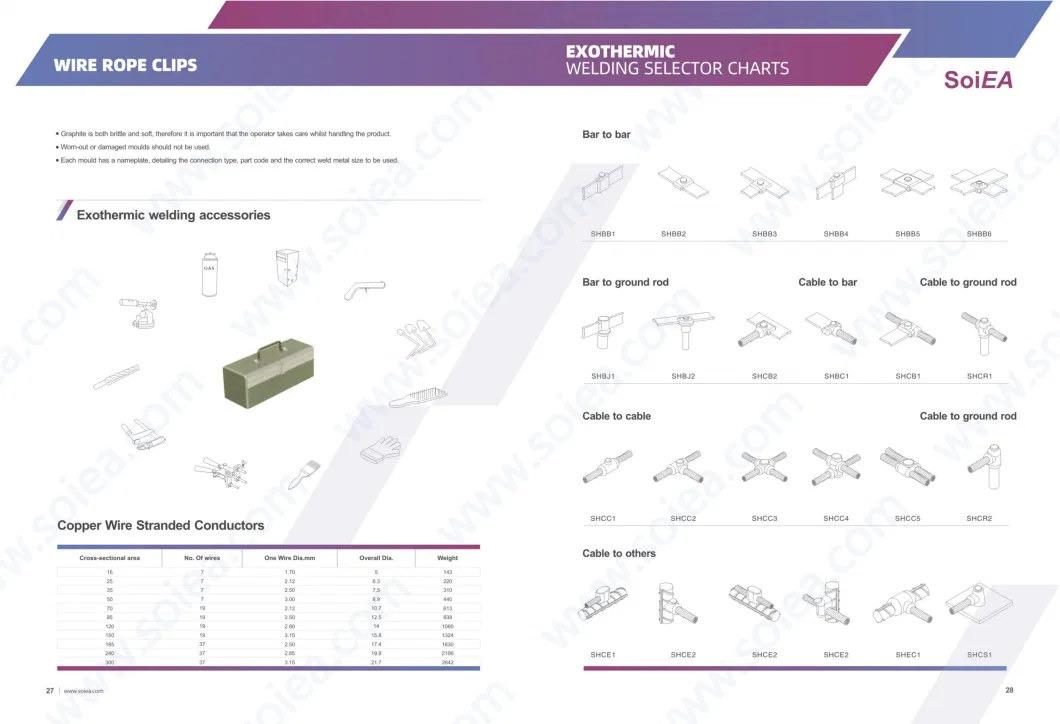
The exothermic reaction occurs between copper oxide and aluminium powder (contained within the weld metal) creating molten super-heatedcopper and an aluminium oxide slag. When an ignition spark comes into contact with the weld metal, it causes an exothermic reaction withinthe weld metal, melting and separating the metals.
The aluminium rises to the top of the connection creating a slag leaving the molten coppeito flow around the joint, creating the weld.
The exothermic connecion is a permanent, maintenance-free weld that wil not loosen overtime or deteriorate with age.
The connections' curent carying capabilty is equal to or greater than that of the conductors being joined. In other words. there is no increase inresistance in an exothermically welded connection, unlike in most pressure type (bolt/crimp) connections.
Throughout the word, exothemic welding has been shown to be the best choice where safety, reliabilty, curent carryjing capacity andlongevity are critical.
The exothermic process is a simple, self-contained, effcient way of welding copper-to-copper or copper-to-steel
Each connection uses a weld metal which, when ignited, creates an exothermic reaction between copper oxide and aluminium powder.
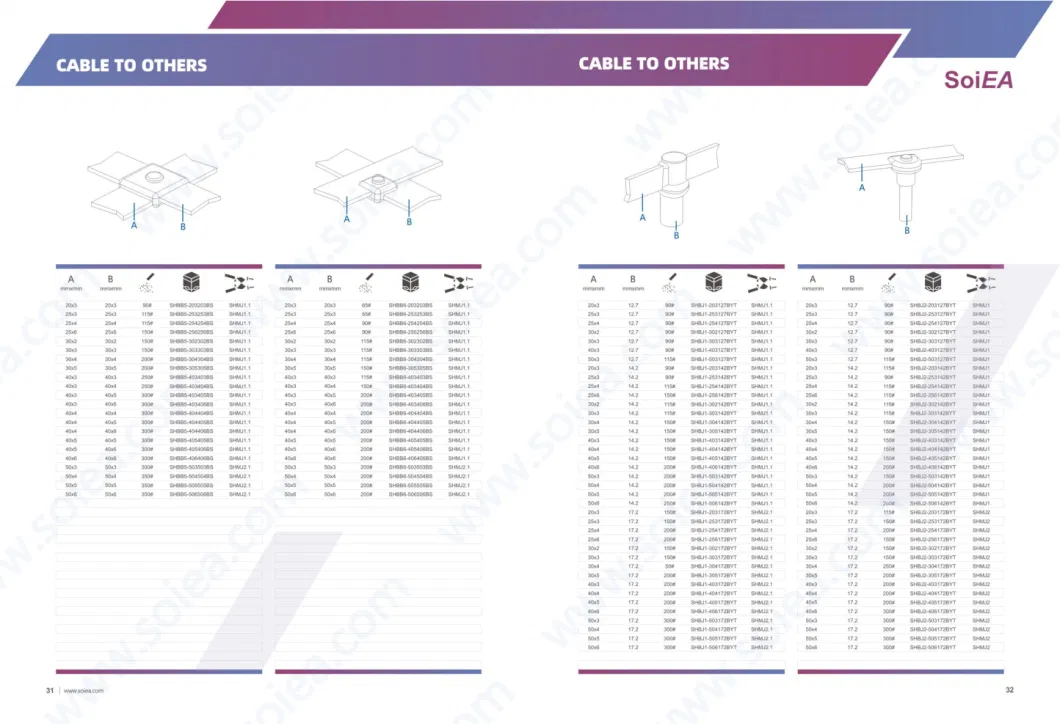
The connections are produced inside a graphite mould, specifically designed to suit the size of conductors to be welded as well as the specificjoint configuration.
Each connection requires a specific mould designed to suit the joint configuration and conductors being used.
Each mould type requires a specific weld metal size.
Once the correct mould and weld metal have been selected, the process is simple and straightforward.
Advantege
1. The current carrying capacity of the connection is greater than or equal to that of the conductor.
2.Has a lower electrical resistance than a mechanical connection
3.Does not deteriorate with age
4.Does not loosen over time
5.Can withstand repeated high current surges without deterioration
6.Does not require an external power source
7.Used to weld copper, copper alloys, copper bonded steel, various steel alloys, including stainless steel
8.Quick and easy to install
9.Exceptional corrosion resistance due a very high copper content (97%+)
10.Fusion temperature is in excess of 2000°C forming a molecular bond












The exothermic reaction occurs between copper oxide and aluminium powder (contained within the weld metal) creating molten super-heatedcopper and an aluminium oxide slag. When an ignition spark comes into contact with the weld metal, it causes an exothermic reaction withinthe weld metal, melting and separating the metals.
The aluminium rises to the top of the connection creating a slag leaving the molten coppeito flow around the joint, creating the weld.
The exothermic connecion is a permanent, maintenance-free weld that wil not loosen overtime or deteriorate with age.
The connections' curent carying capabilty is equal to or greater than that of the conductors being joined. In other words. there is no increase inresistance in an exothermically welded connection, unlike in most pressure type (bolt/crimp) connections.
Throughout the word, exothemic welding has been shown to be the best choice where safety, reliabilty, curent carryjing capacity andlongevity are critical.
The exothermic process is a simple, self-contained, effcient way of welding copper-to-copper or copper-to-steel
Each connection uses a weld metal which, when ignited, creates an exothermic reaction between copper oxide and aluminium powder.
The connections are produced inside a graphite mould, specifically designed to suit the size of conductors to be welded as well as the specificjoint configuration.
Each connection requires a specific mould designed to suit the joint configuration and conductors being used.
Each mould type requires a specific weld metal size.
Once the correct mould and weld metal have been selected, the process is simple and straightforward.
Advantege
1. The current carrying capacity of the connection is greater than or equal to that of the conductor.
2.Has a lower electrical resistance than a mechanical connection
3.Does not deteriorate with age
4.Does not loosen over time
5.Can withstand repeated high current surges without deterioration
6.Does not require an external power source
7.Used to weld copper, copper alloys, copper bonded steel, various steel alloys, including stainless steel
8.Quick and easy to install
9.Exceptional corrosion resistance due a very high copper content (97%+)
10.Fusion temperature is in excess of 2000°C forming a molecular bond















